Les couches qui ne restent pas planes : Pourquoi neuf feuilles de céramique nécessitent une presse de laboratoire qui raisonne à l’échelle du micron
May 17, 2026

La fracture silencieuse dans le four
Vous ouvrez le four de frittage en attendant une céramique monolithique. Au lieu de cela, vous trouvez un livre qui s’est défait dans le feu : des couches qui se détachent, des bords parsemés de microfissures. Personne ne l’avait vu venir. Le corps vert paraissait parfait. Mais la perfection à température ambiante est une illusion que la chaleur brise rapidement.
Le problème a commencé des heures plus tôt, dans une presse de laboratoire qui a menti sur la force qu’elle appliquait.
La plupart des défaillances des céramiques multicouches ne sont pas des défaillances matérielles. Ce sont des défaillances de contrôle. Elles surviennent parce qu’une presse a appliqué une pression inégale, laissant derrière elle des « fantômes de densité » qui ne deviennent visibles que lorsque la pièce rétrécit à 1600 °C.
Neuf feuilles, un même souffle
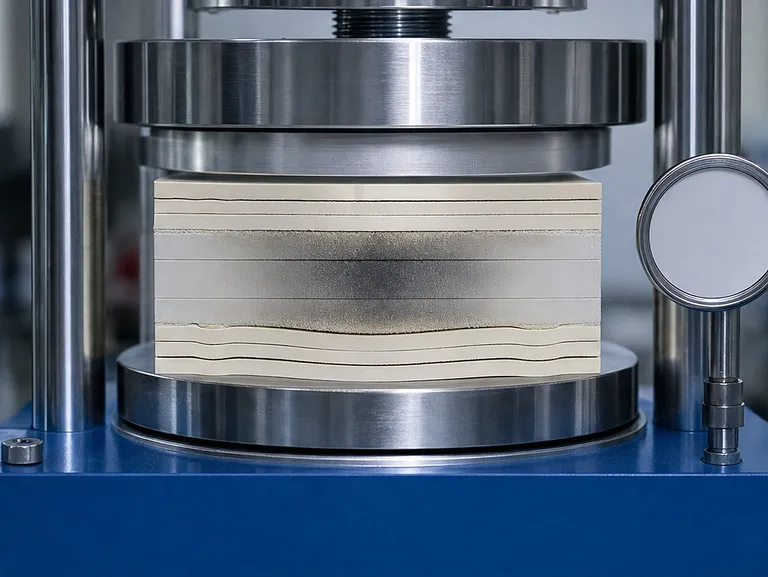
Un laminé d’alumine-mullite-zircone (AMZ) n’est pas un objet unique. C’est un empilement de neuf entités distinctes — chaque couche ne mesure que 35 à 40 micromètres d’épaisseur — liées par la promesse d’une pression uniforme. La promesse est simple : Chaque particule de chaque couche doit subir la même force.
L’œil humain ne peut pas voir une feuille de 40 microns. C’est plus fin qu’un grain de poussière flottant dans la lumière de l’après-midi. Pourtant, dans cette couche de gaze se joue tout l’avenir mécanique d’une céramique haute performance. Si la presse appuie plus fort sur le bord gauche que sur le droit, les couches de gauche se compactent davantage. Elles rétrécissent moins pendant le frittage. Le côté droit rétrécit plus. La contrainte résultante ne se manifeste pas tant que le four n’a pas refroidi et que le laminé « se souvient » qu’il n’a jamais vraiment été un objet unique.
C’est cela la psychologie de l’ingénierie de précision : nous construisons la confiance dans des dimensions invisibles.
Les gradients de densité sont un liquide qui se prend pour un solide
Ce que fait réellement le vérin
Lorsqu’une presse hydraulique descend sur une poudre ou un empilement de feuilles coulées en bande, elle ne fait pas simplement « les écraser ». Elle orchestre une avalanche au ralenti. Les particules glissent, tournent et se réorganisent. Les vides s’affaissent. Les liants se ramollissent et se redistribuent. Cette danse demande du temps et, surtout, de l’uniformité.
Une presse qui délivre un pic de force momentané crée une peau de haute densité sur un intérieur mou. Une presse dont la pression dérive de 2 % entre deux cycles introduit 2 % d’incertitude supplémentaire dans les dimensions après frittage. En recherche, ces 2 % érodent la signification statistique. En production, ils érodent les marges.
Le mode de défaillance caché
Même lorsque les couches adhèrent initialement, un compactage inégal stocke de l’énergie élastique. Pendant l’élimination des matières organiques — quand les liants se vaporisent — ces zones contraintes se détendent comme de petits ressorts. Le résultat est un délaminage qui ressemble à un défaut de fabrication, mais qui est en réalité un défaut de pressage, déplacé dans le temps.
Le coût psychologique d’une presse inconsistante, c’est le doute. Vous cessez de faire confiance à vos résultats. Vous ajoutez des répétitions. Vous resserrez toutes les autres variables, sans réaliser que la presse elle-même est la variable.
Pourquoi la pression a besoin d’une mémoire
Le temps de maintien, une négociation
Un grain de poudre céramique ne trouve pas instantanément sa position idéale. Il a besoin d’un moment pour se stabiliser — un temps de maintien à charge maximale — où la presse reste immobile et laisse le réseau de particules se relaxer. Ce n’est pas du temps mort. C’est une négociation active entre la force et le frottement.
Les presses de laboratoire avec surveillance numérique de la pression rendent cette négociation visible. Vous voyez la charge se stabiliser, observer la courbe s’aplatir, et savoir que la microstructure atteint l’équilibre. Ce savoir remplace le conjectures par des preuves.
L’impératif de la charge lente
Pour les feuilles AMZ ultra-minces, la vitesse de charge devient un paramètre de survie. Si le vérin descend trop vite, l’air emprisonné entre les couches ne peut pas s’échapper. Il se comprime, puis se dilate lors de la détente, créant des vides lenticulaires. Une presse de haute précision capable d’une montée en charge lente et maîtrisée — souvent jusqu’à des fractions de millimètre par seconde — transforme une opération mécanique en un exercice de respiration.
Le tableau qui explique les défaillances
Voici ce que la presse doit fournir, et ce qu’elle évite :
| Exigence clé | Avantage pour les laminés AMZ | Soulagement psychologique apporté |
|---|---|---|
| Répartition uniforme de la pression | Adhésion homogène sur les couches de 35 à 40 μm | Certitude que chaque bord connaît le même avenir |
| Contrôle précis de la pression | Élimine les gradients de densité internes | Liberté vis-à-vis de la peur d’un gauchissement caché |
| Haute densité de compactage (>85 % de la densité théorique) | Maximise le réarrangement des particules | Confiance dans la résistance mécanique finale |
| Surveillance numérique et correction de dérive | Conditions identiques d’un lot à l’autre | Confiance dans la répétabilité de votre propre travail |
| Capacité de charge lente | Pas d’emprisonnement d’air entre les couches fines | Tranquillité d’esprit quand vous fermez la porte du four |
La romance du vérin
Il y a une romance d’ingénieur dans une machine capable d’appliquer la force d’une petite voiture, tout en se régulant à quelques dizaines de Newtons près. Cela parle à quelque chose de profond : le désir de contrôler ce qui ne peut pas être vu.
Une presse hydraulique de laboratoire de haute précision ne fait pas que former des céramiques. Elle forme un lien entre le scientifique et le résultat. Elle transforme un processus stochastique — le compactage des particules — en un art déterministe. Lorsque le laminé AMZ à neuf couches sort du frittage plat et intact, ce n’est pas de la magie. C’est la mémoire d’une pression uniforme, encodée dans chaque grain.
Construire un écosystème complet pour le corps vert
Bien sûr, la presse n’est jamais seule dans sa mission. Elle se situe en aval de toutes les autres étapes de préparation. La pureté de la poudre, la distribution granulométrique issue du broyage à boulets ou du broyage à jet, l’homogénéité apportée par un mélangeur dégraissant — tout converge au moment du pressage.
Notre approche consiste à traiter la préparation d’échantillons non pas comme une séquence d’outils isolés, mais comme un système avec un objectif unique : un corps vert si homogène qu’il semble ne pas avoir de limites internes. Des broyeurs cryogéniques qui préservent les phases sensibles à la chaleur aux concasseurs à mâchoires qui initient la cascade de réduction de taille, chaque équipement préserve la possibilité de la précision lorsque le vérin descend enfin.
Que l’application nécessite une presse de laboratoire standard, une presse isostatique à froid ou chaud (CIP/WIP) pour entourer la pièce d’une pression uniforme comme un fluide, ou une presse à chaud sous vide qui combine compactage et frittage, l’architecture du contrôle reste la même.
Choisir votre philosophie de la pression
- Si votre obsession est la fiabilité structurelle, choisissez une presse capable de maintenir un temps de maintien stable — des minutes de force inébranlable.
- Si votre obsession est la précision dimensionnelle, exigez une surveillance numérique de la pression qui enregistre chaque cycle, pour qu’aucun lot ne soit isolé.
- Si votre obsession est les laminés à couches minces, insistez sur des vitesses de charge lentes programmables qui traitent 40 microns comme un domaine à part entière, pas comme un après-coup.
Un dernier compactage

Les céramiques se cassent quand la contrainte se concentre. Les corps verts se cassent quand la pression se concentre. Les deux défaillances partagent une cause racine : un manque d’uniformité.
Le laminé AMZ à neuf couches est un test. Il demande : Savez-vous presser assez doucement pour préserver les couches, mais assez fermement pour en faire un seul objet ? La réponse ne réside pas dans la force seule, mais dans le contrôle. Lorsque vous avez une presse qui se souvient de ce qu’elle a fait la dernière fois et le refait avec une précision numérique, vous cessez de lutter contre la variabilité et commencez à construire la fiabilité.
Votre prochain corps vert peut sortir du four comme un monument de la précision, ou comme une nouvelle énigme fracturée. La différence réside dans les décisions prises à l’échelle du micron, bien avant que la chaleur ne touche la céramique.
Liens rapides
Produits suggérés
Presse à comprimés manuelle avec manomètre à double échelle pour la préparation d'échantillons pharmaceutiques, alimentaires, chimiques et de laboratoire Presse à comprimés monobroche de 6 tonnes, équipement de compression de poudres et granulés pour laboratoire, machine de formage de comprimés Presse à comprimés à un poinçon de 5 tonnes pour laboratoire et petites séries Presse à comprimés monobroche de 6 tonnes à fréquence variable Broyeur-Pulvérisateur Universel de Laboratoire pour le Traitement de Poudres en Petits Lots et la Recherche en Science des MatériauxPour aller plus loin
Le point de rupture : ce qu'une presse hydraulique révèle sur le béton — et nos propres préjugés Le moment de vérité dans les composites solides autolubrifiants : pourquoi votre presse hydraulique décide de tout La Fissure dans le Creuset : Une Approche Systémique pour des Cibles de Ferrite de Bismuth Parfaites et la Physique Cachée du Compactage de Poudre Avant le four, une conversation avec le chaos : Comment le traitement de précision des poudres et le compactage façonnent la fiabilité du combustible nucléaire La Vérité des 15 Tonnes : Pourquoi votre analyse élémentaire n'est aussi bonne que votre pastillePowderPreparation
Last updated on May 14, 2026
Produits associés

Presse à comprimés manuelle avec manomètre à double échelle pour la préparation d'échantillons pharmaceutiques, alimentaires, chimiques et de laboratoire

Presse à comprimés monobroche de 6 tonnes, équipement de compression de poudres et granulés pour laboratoire, machine de formage de comprimés

Presse à comprimés à un poinçon de 5 tonnes pour laboratoire et petites séries

Presse à comprimés monobroche de 6 tonnes à fréquence variable

Broyeur-Pulvérisateur Universel de Laboratoire pour le Traitement de Poudres en Petits Lots et la Recherche en Science des Matériaux

Broyeur à balancier de laboratoire à grande vitesse pour le broyage en poudre fine et la préparation d'échantillons

Alimentateur vibrant automatique de poudre pour le traitement de matériaux en laboratoire Alimentateur à trémie vibrant de précision pour la manutention de matériaux granulaires et en poudre Alimentateur à plateau vibrant de qualité industrielle pour la p

Broyeur de laboratoire petit et haute vitesse pour la préparation d'échantillons de matériaux secs

Broyeur à disques de laboratoire pour le broyage de matériaux mi-durs Charbon Coke Minerai Pulvérisateur

Broyeur à disque de laboratoire pour la préparation d'échantillons de minerais et de minéraux

Broyage de laboratoire multifonctionnel à haute efficacité et vitesse

Pulvériseur Broyeur à Échantillons de Petite Tracce, Moulin à Poudre de Laboratoire à Haute Vitesse

Broyeur de laboratoire compact à grande vitesse pour une préparation rapide d'échantillons

Concasseur à mâchoires de laboratoire 100x60mm

Broyeur à mâchoires de laboratoire à surélévation personnalisée pour la préparation précise d'échantillons en science des matériaux

Broyeur à double cylindre de laboratoire pour matériaux de dureté moyenne, charbon et préparation d'échantillons de minerai

Broyeur à couteaux de laboratoire pour l'homogénéisation d'échantillons de grand volume et la préparation alimentaire

Broyeur de Poudre de Laboratoire à Haute Vitesse pour la Préparation d'Échantillons en Petits Lots

Concasseur à mâchoires de laboratoire modèle 2025 pour le concassage de minerais et de matériaux cassants





