Le Défaut Invisible : Pourquoi les Éprouvettes Composites Exigent une Précision Supérieure
Jun 06, 2026

Le Saboteur Silencieux dans Vos Données de Test
Une technicienne de laboratory pèse une poudre thermoplastique nouvellement synthétisée avec la concentration d'un pharmacien. Les fibres de renforcement sont parfaitement dispersées. La formulation est élégante. Puis elle presse l'échantillon, le fraise en forme d'éprouvette « os de chien » et le monte pour un essai de traction.
La courbe semble fausse. Pas dramatiquement fausse — juste quelques pourcents de résistance ultime inférieure et un peu plus de dispersion entre cinq éprouvettes censément identiques. La plupart des chercheurs blâmeront l'hétérogénéité du matériau. Peu soupçonneront les trois secondes de refroidissement non contrôlé qui ont créé un gradient de cristallinité à l'intérieur de l'éprouvette. Les données n'ont pas mesuré le matériau. Elles ont mesuré l'artefact de moulage.
C'est la crise silencieuse dans la préparation des éprouvettes composites. Nous dépensons des millions en spectromètres et microscopes électroniques, mais nous confions souvent l'étape la plus délicate — transformer la poudre ou le préimprégné en une éprouvette de test sans vide et aux dimensions exactes — à des équipements conçus pour une époque plus simple.
La Psychologie du Procédé : Pourquoi Nous Sous-estimons le Moulage
Les humains croient intuitivement que « chaleur plus pression égale un bloc solide ». Cette croyance est dangereuse. Elle confond la présence de température et de force avec la chorégraphie précise de la température et de la force.
Une presse à plateaux de laboratoire n'est pas un gaufrier glorifié. C'est un instrument rhéologique déguisé. Sa vraie fonction est de gérer l'évolution de la viscosité d'une matrice polymère à travers trois phases interdépendantes — préchauffage, maintien de pression et refroidissement contrôlé — afin que chaque fibre soit imprégnée, chaque bulle éliminée et chaque domaine cristallin formé selon des règles délibérées.
Lorsque cette chorégraphie échoue, l'échec est souvent invisible. Une fraction de vide de 2 % ne change pas la couleur de l'éprouvette. Elle réduit simplement de 15 % la durée de vie en fatigue. Et c'est le type d'erreur le plus dangereux : un biais systématique que vous ne pouvez pas voir, mais qui corrompt silencieusement chaque conclusion que vous tirez.
Le Nexus Thermique-Pression
La Chaleur N'est Pas Seulement de l'Énergie
À des températures allant de 150 °C à 185 °C, la matrice polymère subit une transformation profonde. Ses longues chaînes gagnent assez de mobilité pour glisser les unes contre les autres. La viscosité chute de plusieurs ordres de grandeur. Dans cette fenêtre thermique étroite, le matériau peut remplir les coins microscopiques du moule et imprégner profondément les fibres de renforcement.
Mais chaque polymère a un budget thermique. Dépassez-le, et la scission des chaînes commence. La matrice se dégrade avant même d'atteindre le cadre d'essai. Une presse à chaud précise respecte ce budget avec un chauffage de plateau uniforme, contrôlé par PID — sans points chauds, sans devinettes.
La Pression comme Outil d'Extraction des Vides
Appliquez une pression de 20 MPa à 45 MPa, et quelque chose de remarquable se produit : l'air piégé et les sous-produits volatils commencent à se dissoudre dans le fondu ou à migrer le long des interfaces jusqu'à s'échapper du bord du moule. Le matériau passe d'un ensemble de particules séparées à une structure monolithique continue et dense.
Sous-pressez, et les micro-bulles restent comme concentrateurs de contrainte. Sur-pressez, et vous risquez d'écraser les renforts fragiles ou de forcer la matrice à extruder hors du moule. Le « point idéal » est étroit, reproductible uniquement avec des systèmes hydrauliques calibrés et un contrôle précis de la force.
Le Casse-tête du Refroidissement
La plupart des discussions de laboratoire se concentrent sur le chauffage. Mais la vitesse de refroidissement définit la microstructure finale. Trempez trop vite, et vous figez des chaînes amorphes dans un état instable, créant des contraintes résiduelles internes. Refroidissez trop lentement, et vous risquez de dépasser vers une cristallinité sphérolitique importante, modifiant la rigidité et le comportement aux chocs.
Un refroidissement uniforme sur toute la surface du plateau — souvent obtenu par des circuits d'eau internes ou un refroidissement à air rampe précisément — assure que chaque éprouvette d'un lot cristallise sous un historique thermique identique. Sinon, vous comparez des flocons de neige, pas des échantillons standardisés.
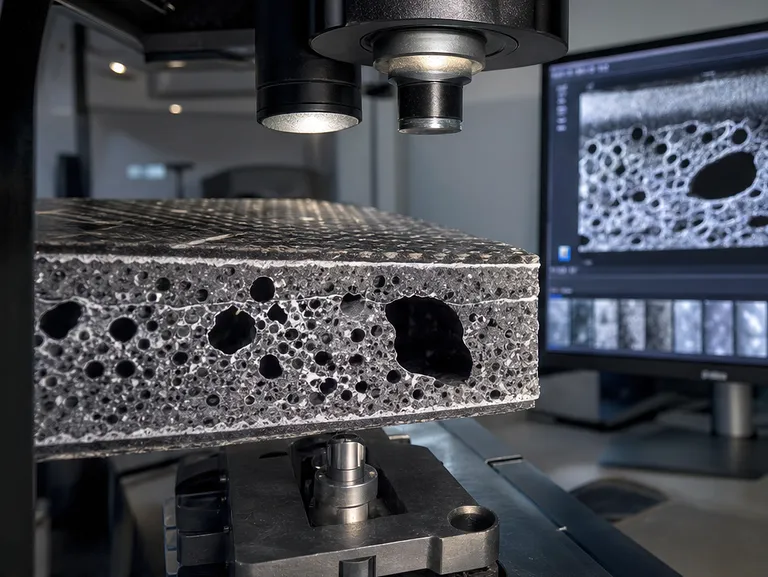
Comment les Défauts Se Cachent à Vue d'Œil
Les éprouvettes composites peuvent sembler parfaites à l'œil nu et être pourtant profondément compromises.
- Vides sous-surface : Visibles seulement après coupe transversale. Ils réduisent la résistance au cisaillement interlaminaire jusqu'à 20 %, mais ne laissent aucune trace en surface.
- Gradients de densité : Les variations de densité de bord à centre peuvent s'écarter de moins de 1 %, mais elles déplacent les sites d'amorçage de la rupture, rendant les modes de défaillance imprévisibles.
- Micro-rugosité de surface : Lorsque les plateaux ne sont pas polis à une planéité de niveau micron, le glissement des mors lors des essais de traction introduit des artefacts qui sont blés sur la rigidité du matériau.
- Gauchissement par contrainte résiduelle : Une éprouvette qui s'enroule légèrement après démoulage a déjà stocké de l'énergie élastique. Elle se comportera différemment sous charge qu'une éprouvette sans contrainte, même si elles proviennent du même lot.
Ce ne sont pas des problèmes de matériau. Ce sont des problèmes de moulage déguisés en problèmes de matériau. Et ils érodent la marchandise la plus précieuse dans la recherche : la confiance.
Les Trois Phases Qui Définissent la Vérité d'une Éprouvette
Un cycle de presse à chaud bien exécuté se déroule en trois actes délibérés.
Phase 1 : Préchauffage et Perméabilité L'empilement du moule est porté à la température cible avec une pression initiale minimale, permettant au matériau de ramollir et aux grandes poches d'air de s'échapper avant le début de la compaction complète. Un court cycle de respiration — relâchement momentané de la pression — peut encore purger les volatils.
Phase 2 : Compaction Complète sous Pression de Maintien Une fois que la matrice atteint la température d'écoulement, une haute pression est appliquée et maintenue. C'est le moment de la densification. Le temps de maintien doit être assez long pour que les chaînes polymères pénètrent les faisceaux de fibres et que le gaz résiduel se dissolve, mais pas assez long pour que la dégradation commence. Pour certaines matrices, à peine 30 secondes de temps de maintien supplémentaire peuvent faire chuter la masse moléculaire en dessous des spécifications.
Phase 3 : Solidification Contrôlée La pression est maintenue pendant que le refroidissement commence. À mesure que la matrice se solidifie, son volume se contracte. Le maintien de la pression pendant cette contraction empêche le délaminage et assure que l'éprouvette conserve ses dimensions moulées. La vitesse de refroidissement — qu'elle soit naturelle, à air forcé ou à eau — détermine la cristallinité finale et le profil des contraintes résiduelles.
Une presse à plateaux de laboratoire qui gère ces phases avec une précision numérique vous donne non seulement des éprouvettes, mais aussi une traçabilité du procédé. Vous savez exactement ce que chaque échantillon a subi. C'est le fondement d'une science reproductible.
Quand de Bons Matériaux Tournent Mal
| Facteur de Risque | Conséquence Cachée | Comment le Moulage de Précision le Prévient |
|---|---|---|
| Température de Plateau Inégale | Viscosité du fondu incohérente à travers la feuille ; défauts de bord sur certaines éprouvettes | Contrôle PID de multiples zones de chauffage avec surveillance active des plateaux |
| Dépassement de Pression | Rupture de fibres, surtout dans les préimprégnés unidirectionnels | Contrôle servo-hydraulique en boucle fermée avec rampes programmables |
| Refroidissement Prématuré | Formation d'une « peau » de surface avant compaction complète ; porosité interne | Profils température-pression synchronisés qui maintiennent l'état fondu jusqu'à compaction complète |
| Épaisseur Irrégulière | Dimensions hors spécification selon ASTM/ISO ; invalide la comparaison entre lots | Plateaux parallèles rectifiés de précision avec cales d'épaisseur en option |
| Variation de Vulcanisation/Cuisson | Densité de réticulation incohérente dans les matrices élastomères | Profils de cuisson multi-étapes programmables avec enregistrement de données en temps réel |
Le tableau n'est pas théorique. Dans la recherche sur les composites laitier de caoutchouc, un écart de 3 °C lors de la vulcanisation peut décaler le module d'élasticité de 8 %. Dans les nanocomposites thermoplastiques, une différence de pression de 1 MPa modifie l'alignement planaire des charges de nitrure de bore, modifiant la conductivité thermique transversale d'une quantité mesurable. La précision n'est pas un luxe ; c'est la différence entre le signal et le bruit.
La Solution Sous le Plateau

Lorsque vous vous tenez devant une presse à chaud de laboratoire moderne, ce que vous voyez est de l'acier et de l'hydraulique. Ce que vous obtenez est un moteur de décision pour le contrôle de la microstructure.
Les presses modernes intègrent des chambres à vide pour extraire les volatils avant qu'ils ne deviennent des bulles piégées, des courbes force-déplacement programmables qui empêchent la sur-compaction, et un refroidissement rapide à l'eau qui fige l'état cristallin souhaité sur un lot entier. Les meilleures ne fournissent pas seulement de la chaleur et de la pression — elles appliquent un protocole thermo-mécanique aussi reproductible qu'une méthode de laboratoire standard.
C'est ici que l'équipement devient véritablement un partenaire dans la recherche. Dans notre division d'experts de laboratoire, nous fournissons des solutions complètes de préparation d'échantillons conçues spécifiquement pour la science des matériaux. Notre gamme de presses hydrauliques comprend des presses de laboratoire standard, des presses pour pastilles XRF, des presses à chaud avec capacité vide pour un moulage sans défauts, et des presses isostatiques froides et chaudes pour des géométries de compactage de poudre complexes. Ces systèmes partagent une philosophie de conception commune : fournir la précision dont vous avez besoin pour faire confiance totalement à vos éprouvettes.
Au-delà de la presse, un flux de travail de préparation véritablement intégré considère également les étapes en amont. La taille et la forme des particules influencent directement la façon dont les poudres se compactent et s'écoulent sous la chaleur. C'est pourquoi nos équipements complémentaires — broyeurs à billes planétaires, broyeurs à jet, broyeurs cryogéniques à azote liquide et tamiseurs vibrants — vous aident à contrôler toute la chaîne, de la poudre brute à l'éprouvette finale. Une poudre homogène, bien caractérisée, pressée sous un contrôle thermique parfait, donne des données que vous pouvez défendre.
La Romance de l'Ingénieur

Il y a une beauté tranquille à observer un tas chaotique de poudre se transformer en une feuille brillante, plate et structurellement parfaite sous la chorégraphie douce et invisible de la température et de la force. Les chaînes polymères autrefois emmêlées et immobiles s'écoulent maintenant, s'alignent et se verrouillent dans un ordre conçu. L'air qui séparait autrefois les particules a disparu, remplacé par un contact moléculaire à chaque interface.
Cette transformation n'est pas de la magie. C'est la thermodynamique, la mécanique des fluides et le transfert de chaleur — des disciplines assez anciennes pour paraître romantiques à quiconque construit des choses qui ne doivent pas échouer. Et les éprouvettes qui émergent d'une presse à chaud soigneusement gérée ne sont pas de simples échantillons. Elles sont l'expression physique honnête du véritable caractère d'un matériau. Aucun défaut caché. Aucune excuse. Juste la confiance tranquille que ce que vous mesurez est ce que vous avez fabriqué.
Que vous conceviez la prochaine génération de composites thermoplastiques pour l'aérospatiale, que vous optimisiez des amortisseurs élastomères, ou que vous développiez des matrices polymères bio-sourcées exigeant les profils thermiques les plus doux, votre procédé de moulage est le pont entre la formulation et la vérité. Traversez-le avec soin.
Liens rapides
Produits suggérés
Presse à comprimés monobroche de 6 tonnes, équipement de compression de poudres et granulés pour laboratoire, machine de formage de comprimésPour aller plus loin
La Mécanique Cachée de la Densité : Comment une Simple Presse Transforme une Poudre Friable en Composites Incassables Le moment de vérité dans les composites solides autolubrifiants : pourquoi votre presse hydraulique décide de tout La Fenêtre Transparente : Comment la Pression et le Sel Construisent un Chemin de Lumière à Travers les Murs Anciens La Vérité des 15 Tonnes : Pourquoi votre analyse élémentaire n'est aussi bonne que votre pastille Le point de rupture : ce qu'une presse hydraulique révèle sur le béton — et nos propres préjugésPowderPreparation
Last updated on May 15, 2026





